
Познакомьтесь с точностью лазерной сварки нержавеющей стали, изучите методы, преимущества и советы по обеспечению качественных соединений в нашей статье.

Технология лазерной сварки произвела революцию в традиционных методах соединения компонентов из нержавеющей стали, используя сфокусированный луч для глубокого проникновения. Эта инновационная лазерная технология демонстрирует исключительную глубину проникновения, что приводит к прочным и надежным соединениям.
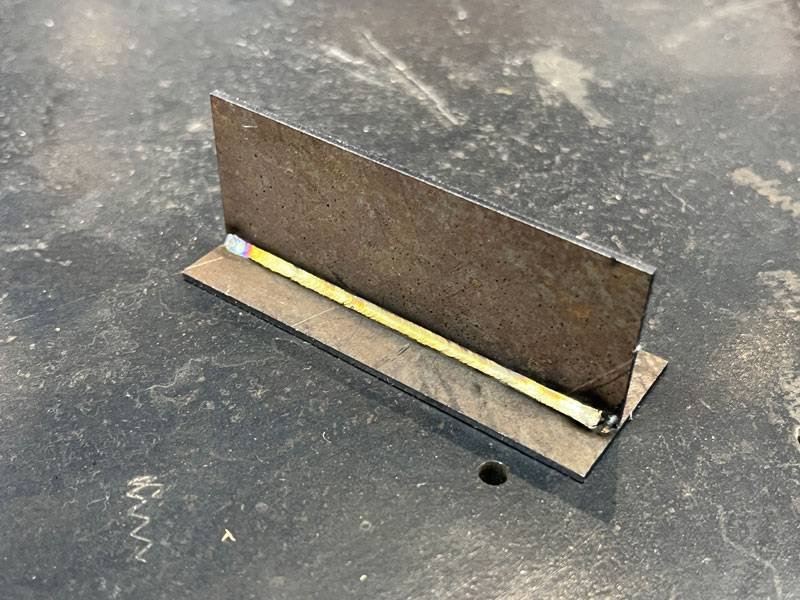
Область сварного шва имеет изысканную структуру благодаря небольшому диаметру лазерного луча и высокой скорости подачи, что обеспечивает прочное соединение каждой точки.
Погрузитесь глубже в этот новаторский метод и изучите его безграничные возможности при соединении компонентов из нержавеющей стали.
Наука за лазерной сваркой нержавеющей стали
Лазерная сварка — высокоэффективный и точный метод соединения деталей из нержавеющей стали. Используя мощность высокоэнергетического лазерного луча, этот процесс лазерной сварки предлагает многочисленные преимущества по сравнению с традиционными методами сварки. Вы можете увидеть разницу между лазерной сваркой и различными традиционными методами сварки, такими как сварка MIG, в нашем блоге. Давайте углубимся в науку, лежащую в основе лазерной сварки нержавеющей стали, и изучим ее металлургические аспекты.
Высокоэнергетический лазерный луч для плавления и синтеза
Одним из ключевых элементов лазерной сварки является использование лазерного луча высокой энергии. Этот сфокусированный лазерный луч нагревает целевую область и выделяет большое количество тепла, заставляя детали из нержавеющей стали плавиться и сплавлять расплавленный материал вместе в зоне плавления.
В отличие от традиционных методов сварки, таких как дуговая сварка или газовая сварка, лазерная сварка обеспечивает исключительный контроль тепловложения благодаря концентрированному источнику энергии.
Минимизация искажений за счет локализованного источника тепла
Использование лазерного луча в качестве источника тепла дает значительные преимущества при сварке нержавеющей стали. Поскольку энергия лазера точно направлена на сварное соединение, она создает локализованный источник тепла. Это сводит к минимуму искажения в прилегающих областях, что приводит к более качественному сварному шву с меньшим короблением или деформацией. В результате послесварочные обработки, такие как выпрямление или снятие напряжений, часто становятся ненужными.
Быстрое затвердевание и минимальные микроструктурные изменения
Во время лазерной сварки из-за интенсивного процесса охлаждения происходит быстрое затвердевание, что может привести к образованию горячих трещин. Это приводит к образованию узкой зоны термического влияния (ЗТВ) вокруг сварного соединения.
ЗТВ претерпевает минимальные микроструктурные изменения, исследуемые с помощью оптического микроскопа, по сравнению с другими методами сварки, сохраняя желаемые свойства материала, такие как коррозионная стойкость и механическая прочность.
Оптимизация качества сварки посредством понимания металлургии
Понимание металлургических аспектов, связанных с лазерной сваркой, имеет решающее значение для оптимизации качества и производительности сварки. Такие факторы, как состав сплава, теплопроводность, требования к прочности на разрыв и даже процессы термообработки, играют жизненно важную роль в достижении желаемых результатов при работе с различными типами нержавеющей стали. Микроструктура и характеристики поверхности материалов также влияют на общий процесс сварки.
Например, аустенитные нержавеющие стали, такие как 316L, обладают превосходной свариваемостью благодаря низкому содержанию углерода и высокому содержанию никеля. Процесс лазерной сварки помогает поддерживать желаемую микроструктуру аустенитной нержавеющей стали, обеспечивая оптимальную коррозионную стойкость и механические свойства. Кроме того, процесс жидкостной сварки помогает предотвратить окисление и обеспечивает прочное соединение.

Преимущества лазерной сварки нержавеющей стали
Лазерная сварка нержавеющей стали имеет ряд существенных преимуществ, таких как высокая прочность сварного шва и устойчивость к термообработке, что делает ее предпочтительным выбором для различных применений. Давайте рассмотрим эти преимущества подробно.
Превосходное качество сварки с минимальной деформацией
Одним из ключевых преимуществ лазерной сварки является ее способность обеспечивать превосходное качество сварного шва при минимизации искажений. В первую очередь это связано с концентрированным источником тепла, генерируемым лазерным лучом.
В отличие от традиционных методов сварки, которые часто приводят к значительным искажениям и короблениям, лазерная сварка позволяет точно контролировать подвод тепла. В результате сварные нахлесточные соединения сохраняют структурную целостность и точность размеров.
Высокая производительность и высокая скорость перемещения
По сравнению с традиционными методами сварки лазерная сварка обеспечивает более высокую скорость сварки, что приводит к более высокой производительности. Сфокусированный лазерный луч доставляет высокую плотность энергии лазерного луча к заготовке, что позволяет быстро плавить и затвердевать материал из нержавеющей стали. Увеличение скорости приводит к сокращению времени производства и повышению эффективности.
Лазерная сварка также снижает риск растрескивания материала из нержавеющей стали благодаря ее способности проникать глубже в среду по сравнению с другими методами сварки. Использование нержавеющей стали 316L особенно выгодно при использовании лазерной сварки из-за ее высокой устойчивости к растрескиванию.
Превосходная коррозионная стойкость
Соединения, сваренные лазером, обладают превосходной коррозионной стойкостью благодаря уменьшению подвода тепла в процессе сварки. Традиционные методы сварки часто вызывают чрезмерное нагревание, которое может изменить химический состав нержавеющей стали и ухудшить ее коррозионно-стойкие свойства.
Напротив, лазерная сварка сводит к минимуму зоны термического влияния (ЗТВ), сохраняя первоначальные характеристики материала и обеспечивая долговечность.
Бесконтактный характер исключает физический контакт
Еще одним преимуществом лазерной сварки является ее бесконтактный характер, исключающий физический контакт между оснасткой и металлической поверхностью.
Традиционные процессы сварки предполагают прямой контакт между электродами или присадочными материалами и соединяемым металлом. Такой контакт может привести к загрязнению или повреждению чувствительных компонентов. Лазерная сварка устраняет эту проблему, поскольку использует сфокусированный лазерный луч, который плавит и сплавляет металлы без какого-либо физического взаимодействия.
как выбрать мощный лазер для сварки нержавеющей стали
При выборе мощной лазерной системы необходимо учитывать несколько факторов. Правильный выбор может существенно повлиять на качество и эффективность сварочного процесса. Давайте рассмотрим некоторые ключевые факторы, которые следует принять во внимание.
Выходная мощность
Мощность лазера играет решающую роль в определении эффективности сварки нержавеющей стали, особенно при работе с нержавеющей сталью 316l и дуплексной нержавеющей сталью. Более высокая мощность лазера обеспечивает более глубокое проникновение, позволяя эффективно соединять толстые секции. Однако важно отметить, что тонкие материалы могут потребовать дополнительных мер предосторожности из-за повышенной плотности энергии.
Поэтому при выборе выходной мощности лазера необходимо тщательно оценить толщину основного материала и выбрать соответствующий уровень мощности лазера для сварных швов средней глубины. Кроме того, важно учитывать микроструктуру нержавеющей стали, чтобы обеспечить оптимальные результаты сварки.
Качество луча
Качество луча лазера является еще одним важным фактором при выборе системы для сварки нержавеющей стали. Хорошо сфокусированный луч с хорошим пространственным распределением интенсивности повышает точность сварки и уменьшает такие дефекты, как пористость или подрезы. Это обеспечивает высококачественные сварные швы с превосходной прочностью и эстетикой соединения. Следовательно, очень важно выбрать лазерную систему, которая обеспечивает высокое качество луча.
Длительность импульса
Длительность импульса означает продолжительность времени, в течение которого энергия доставляется лазерным источником. Это оказывает существенное влияние на результат сварочного процесса в зависимости от толщины свариваемой нержавеющей стали. Более короткие импульсы подходят для тонких материалов, поскольку они сводят к минимуму тепловложение и уменьшают потенциальные искажения или проблемы прожога.
С другой стороны, более длинные импульсы эффективны для более толстых сечений, поскольку позволяют лучше контролировать рассеивание тепла и глубину сварки.

Как настроить лазерную сварку нержавеющей стали
Выбор правильных настроек имеет решающее значение для получения высококачественных сварных швов. Одним из первых шагов в процессе сварки является проведение первоначальных испытаний для определения оптимальных параметров лазера для конкретных марок нержавеющей стали и конфигураций соединений, с которыми вы работаете.
Для каждой марки нержавеющей стали могут потребоваться разные настройки из-за различий в составе и металлургических свойствах.
Положение фокуса
Регулировка положения фокуса может помочь контролировать ширину и глубину сварного шва, обеспечивая правильное сваривание без чрезмерного подвода тепла.
Положение фокуса играет важную роль при лазерной сварке нержавеющей стали. Регулируя его, вы можете контролировать геометрию, ширину и глубину сварного шва. Сфокусированный луч позволяет точно сконцентрировать энергию в определенной точке, что приводит к глубокому проникновению.
Однако если фокус слишком узкий или неглубокий, между основными материалами может быть недостаточное сплавление.
С другой стороны, если очаг слишком широкий или глубокий, чрезмерное тепловложение может привести к перекосам и дефектам сварного соединения. Точная настройка положения фокуса позволяет найти баланс между глубиной проникновения и тепловым искажением.
Частота импульсов и уровни мощности
Точная настройка частоты импульсов и уровней мощности для балансировки глубины проникновения с минимальными тепловыми искажениями.
Помимо регулировки положения фокуса, точная настройка частоты импульсов и уровней мощности имеет решающее значение для достижения оптимальных результатов при лазерной сварке нержавеющей стали. Частота импульсов определяет, как часто подается энергия во время лазерной сварки. Более высокие частоты обеспечивают быстрые циклы нагрева, в результате чего получаются неглубокие сварные швы, подходящие для тонких материалов или обработки поверхности.
И наоборот, более низкие частоты обеспечивают более глубокое проникновение в более толстые сварочные материалы, но увеличивают тепловложение. Балансировка частоты импульсов и уровней мощности гарантирует достижение желаемой глубины проникновения без чрезмерных тепловых искажений. Важно отметить, что конкретная частота импульсов и уровни мощности могут варьироваться в зависимости от марки нержавеющей стали, конфигурации соединения и других параметров.
Вспомогательный газ
Рассмотрите возможность использования вспомогательных газов, таких как аргон или гелий, для повышения эффективности защиты и предотвращения загрязнения.
Для улучшения условий сварки во время лазерной сварки нержавеющей стали обычно используются защитные газы, такие как аргон, диоксид углерода или гелий. Эти газы обеспечивают эффективную защиту, защищая сварочную ванну от атмосферных загрязнений, которые могут привести к дефектам окончательного сварного шва.
Аргон обычно используется для нереактивных металлов, таких как нержавеющая и мягкая сталь, из-за его инертных свойств, а гелий обладает высокой теплопроводностью, что делает его подходящим для применения в мощных лазерах. Выбор защитного газа зависит от таких факторов, как толщина материала, мощность лазера и желаемое качество сварки.

Заключение
В заключение, лазерная сварка нержавеющей стали предлагает множество преимуществ, но также имеет немало проблем и ограничений. Понимая научные основы лазерной сварки, вы сможете повысить свои навыки в лазерной сварке нержавеющей стали и добиться высококачественных результатов в своих проектах.
Часто задаваемые вопросы
Могу ли я использовать любую нержавеющую сталь для лазерной сварки?
Хотя большинство типов нержавеющей стали подходят для лазерной сварки, некоторые марки с высоким содержанием углерода или низкой теплопроводностью могут создавать проблемы. Для каждой конкретной марки важно подобрать подходящие параметры лазерной сварки и лазерную технологию.
Чем лазерная сварка нержавеющей стали отличается от других методов сварки?
Лазерная сварка предлагает такие преимущества, как точный контроль, минимальная зона термического влияния и более быстрое время обработки по сравнению с традиционными методами сварки, такими как TIG или MIG. Однако первоначальная стоимость установки оборудования для лазерной сварки может быть выше.
Каковы наиболее распространенные дефекты нержавеющей стали, сваренной лазером?
К распространенным дефектам относятся пористость, непровар, чрезмерное разбрызгивание и растрескивание сварных швов. Их можно свести к минимуму за счет оптимизации различных параметров лазера и обеспечения высокого качества соединений. Это включает в себя учет таких факторов, как глубина проникновения, SPE и энергия лазера.
Можно ли сваривать разнородные металлы лазерной сваркой?
Да, лазерную сварку можно использовать для соединения разнородных металлов, включая нержавеющую сталь, с другими материалами, такими как алюминиевый сплав, медный сплав или титановый сплав. Однако необходимо уделять пристальное внимание совместимости материалов и выбору подходящих наполнителей.


